Píìpù Ìlà Apá Apá Apá Alágbára X60 fún Àwọn Píìpù Ìpara Epo

Píìpù ìlà X60 SSAW, tí a tún mọ̀ sí píìpù pípẹ́ onígun mẹ́rin tí a fi spiral submerged ṣe, ń lo àwọn irin onígun mẹ́rin tí a fi gbóná yípo gẹ́gẹ́ bí ohun èlò láti fi tẹ ìlà náà sínú àwọn páìpù ní ìyípo. Ìlànà iṣẹ́ yìí mú kí píìpù náà lágbára, kí ó sì le, ṣùgbọ́n ó tún le koko sí ìpalára àti wahala. Àwọn ànímọ́ wọ̀nyí ṣe pàtàkì fúnpaipu epo awọn ila, èyí tí a sábà máa ń fara da àwọn ipò àyíká líle koko àti àwọn ipò tí ó ní ìfúnpá gíga.
Àwọn Ohun Èlò Ìṣiṣẹ́ Píìpù SSAW
| ìpele irin | agbara ikore ti o kere ju Mpa | Agbara fifẹ ti o kere ju Mpa | Ìgbéga tó kéré jùlọ % |
| B | 245 | 415 | 23 |
| X42 | 290 | 415 | 23 |
| X46 | 320 | 435 | 22 |
| X52 | 360 | 460 | 21 |
| X56 | 390 | 490 | 19 |
| X60 | 415 | 520 | 18 |
| X65 | 450 | 535 | 18 |
| X70 | 485 | 570 | 17 |
Ìṣètò Kẹ́míkà Àwọn Píìpù SSAW
| ìpele irin | C | Mn | P | S | V+Nb+Ti |
| Pupọ julọ% | Pupọ julọ% | Pupọ julọ% | Pupọ julọ% | Pupọ julọ% | |
| B | 0.26 | 1.2 | 0.03 | 0.03 | 0.15 |
| X42 | 0.26 | 1.3 | 0.03 | 0.03 | 0.15 |
| X46 | 0.26 | 1.4 | 0.03 | 0.03 | 0.15 |
| X52 | 0.26 | 1.4 | 0.03 | 0.03 | 0.15 |
| X56 | 0.26 | 1.4 | 0.03 | 0.03 | 0.15 |
| X60 | 0.26 | 1.4 | 0.03 | 0.03 | 0.15 |
| X65 | 0.26 | 1.45 | 0.03 | 0.03 | 0.15 |
| X70 | 0.26 | 1.65 | 0.03 | 0.03 | 0.15 |
Ìfaradà Jẹ́ẹ́mẹ́trìkì Àwọn Píìpù SSAW
| Awọn ifarada jiometirika | ||||||||||
| iwọn ila opin ita | Sisanra ogiri | tààrà | àìlágbára | ibi-pupọ | Gíga ìlẹ̀kẹ̀ ìsopọ̀ tó pọ̀ jùlọ | |||||
| D | T | |||||||||
| ≤1422mm | −1422mm | −15mm | ≥15mm | opin paipu 1.5m | odindi | ara paipu | opin paipu | T≤13mm | T> 13mm | |
| ±0.5% ≤4mm | gẹ́gẹ́ bí a ṣe gbà | ±10% | ±1.5mm | 3.2mm | 0.2% L | 0.020D | 0.015D | '+10% -3.5% | 3.5mm | 4.8mm |
Idanwo Hydrostatic
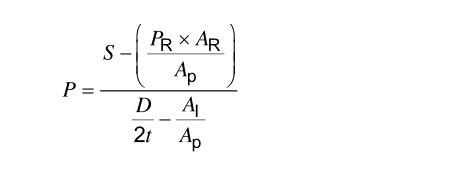
Ọkan ninu awọn anfani akọkọ tiX60Pípù ìlà SSAWni agbara giga rẹ̀. Páìpù yìí ní agbára ìyọrísí tó kéré jù ti 60,000 psi, èyí tó mú kí ó dára fún àìní gíga ti gbigbe epo àti gaasi. Ìlànà ìsopọ̀ oníyípo náà tún ń rí i dájú pé páàpù náà ní ìwọ̀n ògiri kan náà, èyí tó tún ń mú kí agbára àti ìgbẹ́kẹ̀lé rẹ̀ pọ̀ sí i.
Yàtọ̀ sí agbára rẹ̀, a mọ̀ páìpù ìlà X60 SSAW fún agbára ìṣiṣẹ́ rẹ̀ tó dára àti agbára ìkọlù rẹ̀. Èyí túmọ̀ sí wípé páìpù náà lè kojú àwọn ìdààmú àti ìṣòro ìrìnnà àti fífi sori ẹrọ láìsí ìbàjẹ́. Èyí ṣe pàtàkì fún àwọn páìpù epo, tí wọ́n sábà máa ń nílò láti kọjá ilẹ̀ tó le koko kí wọ́n sì borí onírúurú ìdènà nígbà tí wọ́n bá ń kọ́lé.
Ni afikun, páìpù laini X60 SSAW jẹ eyiti o le koju ipata pupọ, ti o jẹ ki o jẹ ojutu pipẹ ati ti o munadoko fun awọn laini páìpù epo. Ilana lílo iyipo n ṣẹda oju ilẹ ti o dan ati awọn welds ti o ni ibamu, ti o dinku eewu ipata ati fifun igbesi aye páìpù naa. Eyi ṣe pataki fun epo.opo gigun epos, èyí tí a fi àwọn ohun tí ó lè ba àwọn ohun èlò tí kò dára jẹ́ àti àwọn ohun tí ó lè ba àwọn ohun èlò tí kò dára jẹ́.


Nínú kíkọ́ òpó epo, ààbò àti ìgbẹ́kẹ̀lé ṣe pàtàkì jùlọ. Píìpù ìlà X60 SSAW ló ń ṣiṣẹ́ lórí gbogbo àpótí níbí, ó ń pèsè ojútùú tó lágbára, tó lágbára, tó sì lè kojú ìnira ìrìnnà epo àti gáàsì. Agbára gíga rẹ̀, agbára ìṣiṣẹ́ rẹ̀ tó dára àti agbára ìkọlù rẹ̀ mú kí ó jẹ́ àṣàyàn tó ṣeé gbẹ́kẹ̀lé fún àwọn iṣẹ́ òpó epo tó ṣòro jùlọ.
Ní àkótán, páìpù ìlà X60 SSAW ni àṣàyàn àkọ́kọ́ fún àwọn páìpù epo nítorí agbára rẹ̀ tó ga jùlọ, agbára rẹ̀ tó lágbára àti agbára ìdènà ìbàjẹ́. Ìlànà ìsopọ̀ onígun mẹ́ta rẹ̀ ń mú àwọn páìpù jáde tí ó lè kojú àwọn ìfúnpá gíga, ilẹ̀ tó le koko àti àyíká ìbàjẹ́, èyí sì ń mú wọn jẹ́ ojútùú tó ṣeé gbẹ́kẹ̀lé àti tó wúlò fún ìrìnnà epo àti gaasi. Nígbà tí a bá ń kọ́ àwọn páìpù epo, yíyan páìpù onígun mẹ́rin onígun mẹ́rin X60 jẹ́ ìpinnu láti rí i dájú pé gbogbo iṣẹ́ náà wà ní ààbò àti ìgbẹ́kẹ̀lé.






